




Un site totalement intégré, de la matière première aux produits finis.
Ateliers

Chaudronnerie

Usinage

Emboutissage et extrusion

Soudage
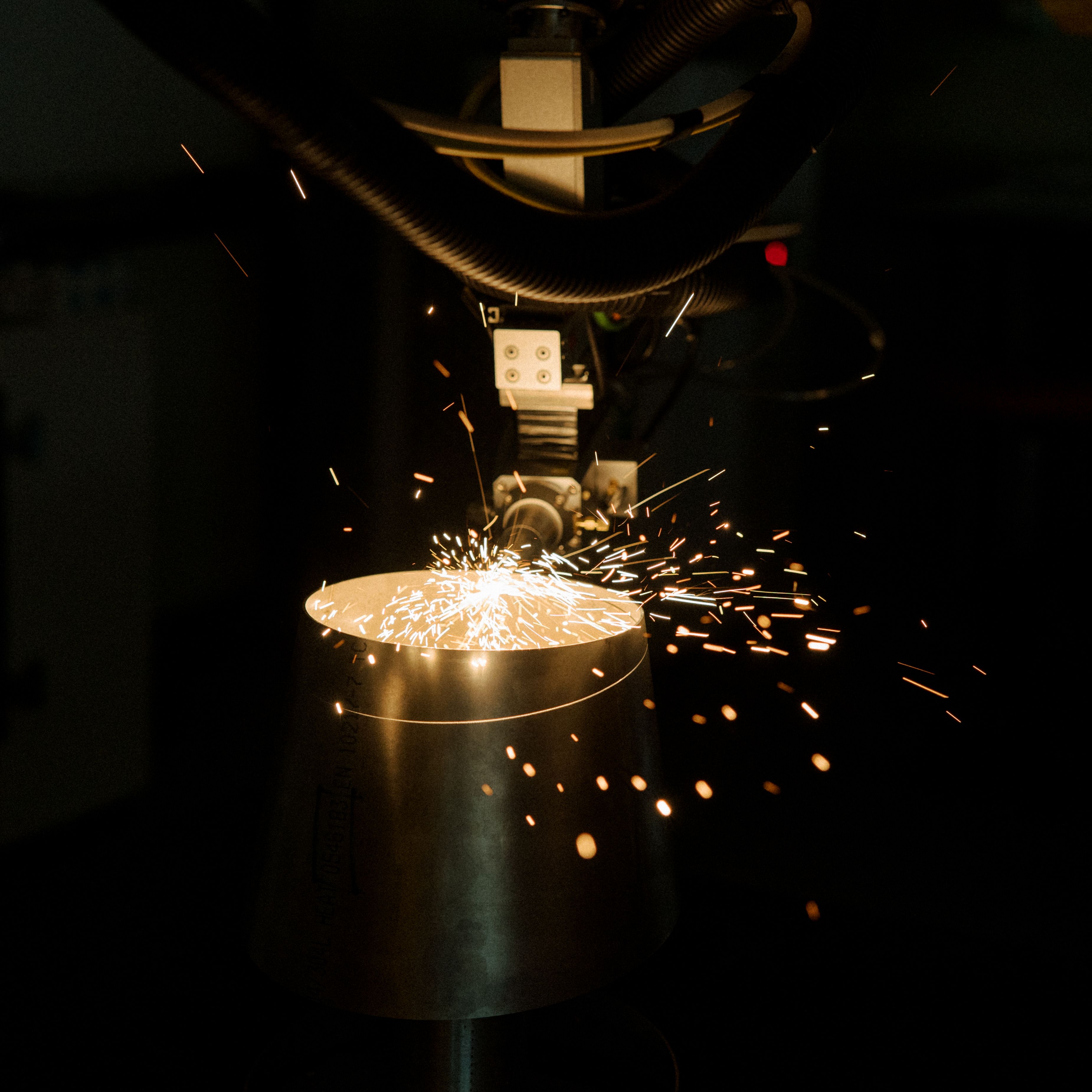
Découpe laser robotisée

Stockage, conditionnement, expéditions

Compensateur de dilatation
Opérations complémentaires
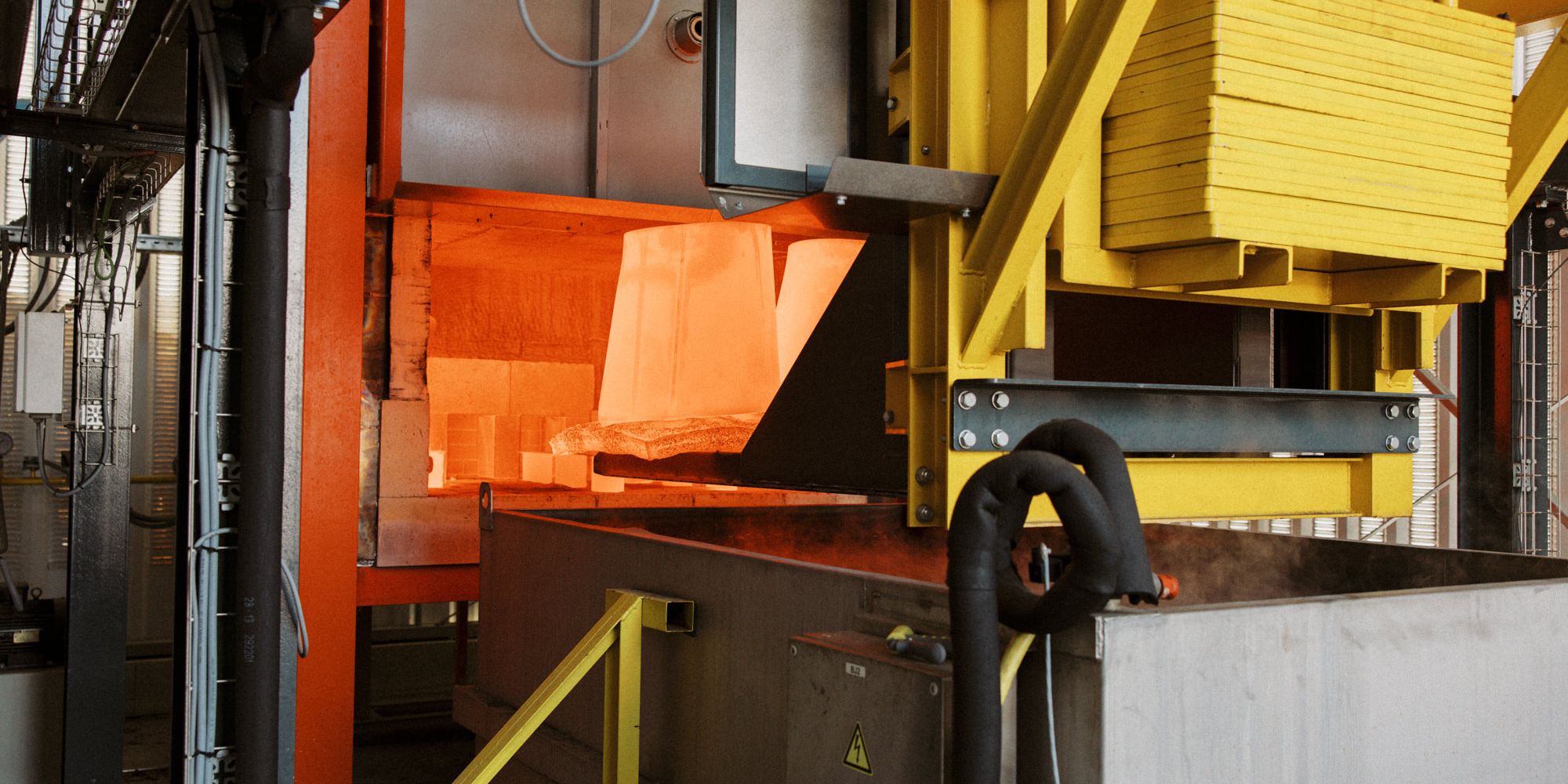
Four de traitement thermique,
Ligne de décapage chimique.
Contrôles non destructifs
Radio numérique pour contrôle des soudures,
Dureté,
Spectrométrie,
Ressuage.

Certifications



ISO 9001:2015 TéléchargerDESP 2014/68/UE - Module H TéléchargerDESP 2014/68/UE - Module D1 TéléchargerPED 2014/68/UE Télécharger
ISO 9001 - En cours : EN 19443 et EN 9100
Adhésions

